

航空发动机 | 航空发动机冲蚀损伤及防护涂层研究进展
导语
航空发动机主要冲蚀损伤形式 | 航空发动机用抗冲蚀涂层体系 | 涂层抗冲蚀试验测试体系 | 结论和展望

一、航空发动机主要冲蚀损伤形式
航空发动机的冲蚀损伤,一般是指发动机部件材料表面和冲击流体之间的机械相互作用,使得材料表面逐渐发生损耗的现象。
当飞机飞越大气层时,发动机前向表面可能会受到不同颗粒物或飞行物的影响,尤其是固体颗粒和水滴直接或协同作用会对发动机部件产生冲蚀损伤,缩短部件的寿命周期,这些损伤包括:风扇/压气机叶片的冲蚀磨损、叶片冷却孔的堵塞、涡轮进口导叶上的灰尘沉积、燃料系统的老化和燃料喷嘴上碳基物质的沉积等。
由于服役环境、材料属性与空间位置的差异,航空发动机冷端与热端部件的冲蚀损伤形式存在较大的差异,航空发动机冷、热端部件示意图如图1所示。
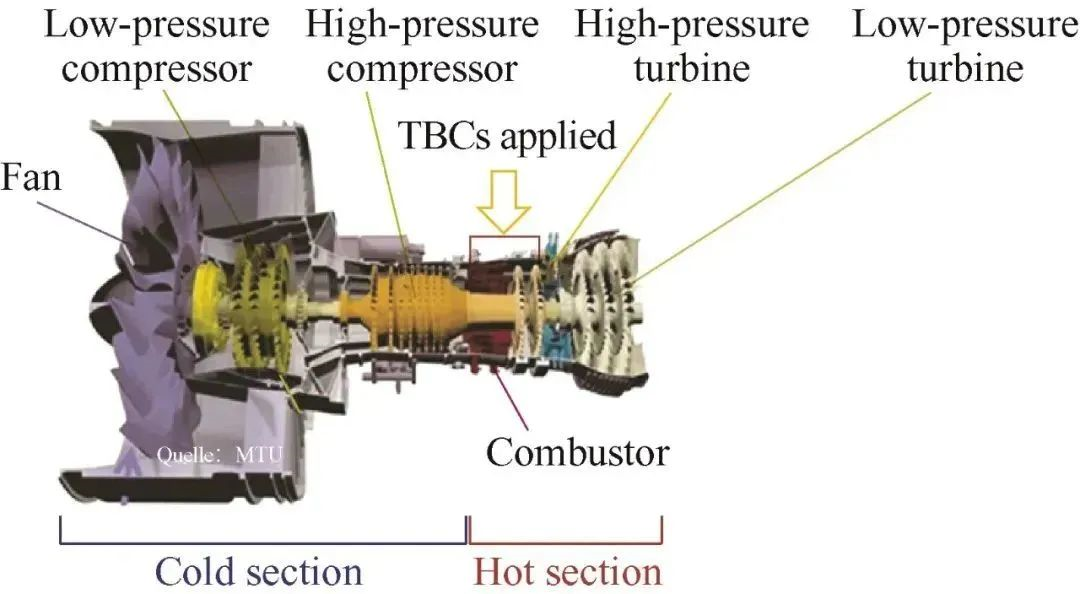
图1 涡扇发动机的横截面示意图
航空发动机冷端部件
航空发动机的冷端部件通常在低于600℃的温度下运行,包括风扇叶片、压气机叶片和低压涡轮等。发动机在服役过程中,易受到高速固体硬质颗粒或高速液滴的冲击造成冲蚀损伤。
01 固体颗粒冲蚀
固体颗粒冲蚀(SPE)是指拥有一定速度和尺度的固体颗粒在经过材料表面时,对材料表面造成的损伤现象。
影响固体颗粒冲蚀损伤因素包括颗粒尺寸、颗粒速度、冲蚀角度、冲蚀时间、环境温度、被冲蚀材料力学性能和材料显微结构等。
STACHOWIAK等总结了不同速度固体粒子以不同冲蚀角度撞击不同材质固体时的失效模式,其中包括磨损、疲劳、塑性变形、断裂等。
对发动机造成冲蚀损伤的硬质颗粒主要为火山灰和砂粒。火山喷发可以将大量固体和气体物质喷射到大气中,并跟随大气现象移动到高空并扩散两年以上。
火山灰主要由坚硬、锋利的岩石碎片组成,同时常包含有硫化物或气溶胶,甚至在高海拔地区夹杂着冰晶和静电荷,对于塑料、玻璃和金属均可造成冲蚀损伤。
而航空飞行器,如军用战斗机或运输机等在高砂尘环境服役时,发动机的进气过滤器无法完全消除空气中的悬浮颗粒,如图2所示,砂尘将随高速气流吸入发动机内部,并使风扇、压气机叶片、轴流式涡轮叶片等受到冲蚀作用,导致工作效率的损失。
目前,固体颗粒冲蚀损伤已成为航空发动机服役过程中最常见的损坏类型之一。
针对受固体颗粒冲蚀影响较大的压气机叶片,相关学者在大量试验积累以及经验模型基础上提出了以下理论。
(1)磨损和二次冲蚀
HE、BOUSSER等认为,在高速气流夹裹硬质颗粒与固体表面发生冲撞并造成破坏的动态过程中,受冲击表面发生变形,颗粒动能通过塑性变形、断裂、升温、相变等多种机制部分或全部耗散。
一般来说,对于塑性材料,发生小角度冲蚀时,主要的破坏模式为微切削,对于脆性材料,冲蚀角度较大时容易受到破坏,失效模式为弹塑性变形引起的表层剥落。如图3所示,硬质颗粒在最初的冲击作用下发生回弹或发生破碎,粒度和冲击速度足够的破碎颗粒再次冲击固体表面,造成二次冲蚀。
(2)高应变率冲击
HE、VOGEL等研究发现,航空发动机压气机叶片处于高速旋转状态,硬质颗粒以超过音速的相对速度高速冲击叶片,引起较高的应变,对叶片造成特殊破坏效果。
而作用在颗粒上的叶片动能足够大,可以将颗粒或撞击产生的破碎颗粒由风扇核心流分离输送入旁路流,对叶片造成额外损伤。
由于颗粒-叶片的相互作用以及颗粒破碎是高度复杂的过程,目前缺乏更进一步的解释。
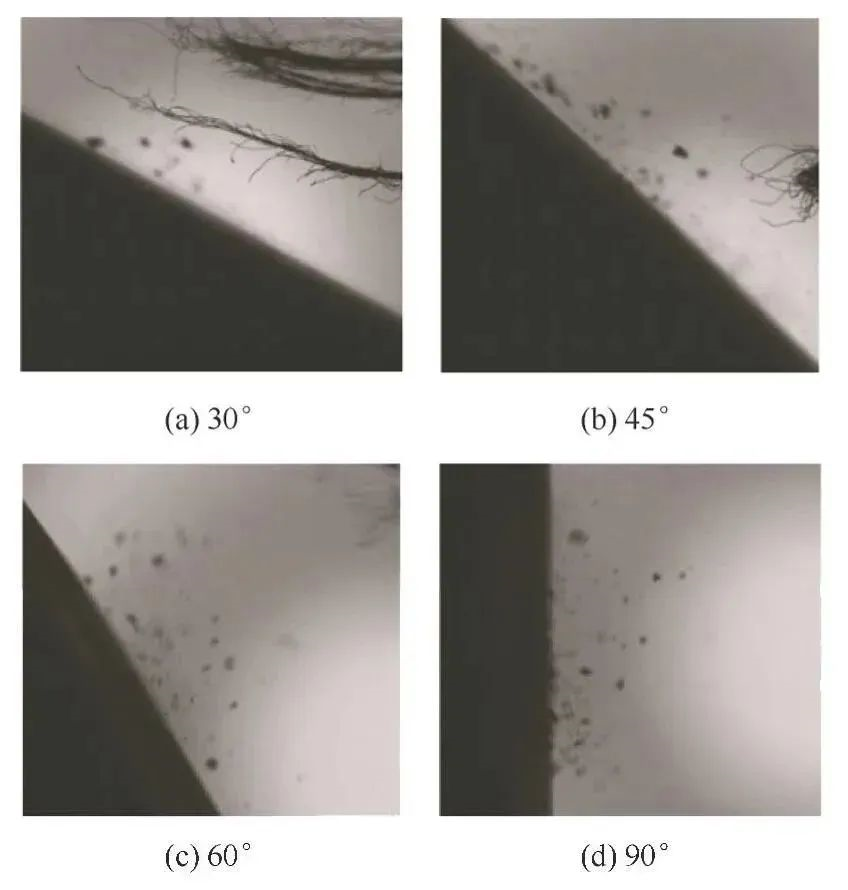
图 二次冲蚀过程图
(3)冲击疲劳
HE、LI等认为,硬质颗粒反复冲击固体表面造成应力集中,产生微裂纹或微损伤作为疲劳源,疲劳裂纹扩展造成固体表面宏观损伤。
固体颗粒的冲蚀行为是复杂动态过程,受颗粒运动轨迹、冲蚀角度、固体表面应力状态、微观变形等众多因素影响,实际冲蚀理论分析难以全面考虑以上各项因素。
因此,冲蚀模型的建立存在一定的适用局限与片面性,准确建立固体颗粒冲蚀理论模型仍是该研究的难点。
02 液滴冲蚀
雨水冲蚀或液滴冲蚀(WDE)一般定义为液滴连续撞击导致发动机部件表面材料逐渐流失的损伤行为。
当飞机在潮湿跑道起飞降落、穿过云层或者暴雨时,高速气流吸入液滴并撞击进气口处部件造成强烈的冲蚀损伤,如叶片会受到液滴高速 (300~400m/s)撞击产生表面损伤,改变前缘轮廓和表面粗糙度,严重影响气动性能,造成推力损失,增加颤振风险,增加燃油消耗并缩短叶片使用寿命,最终导致发动机效率下降。
此外,液滴也会加速固体颗粒对于航发叶片的冲蚀损伤。图4所示为雨水冲蚀损伤的叶片前缘。

图4 风扇叶片前缘的雨水冲蚀损伤
BURSON、MA、FIELD等分析总结了由高速液滴持续撞击风扇叶片等固体表面引起的冲蚀过程。
(1)直接变形
如图5所示,与固体表面高速撞击的瞬间,液滴快速膨胀形成压缩液体区域产生瞬时高压力,冲击表面发生局部塑性变形形成大量小的凹陷,或者产生拉伸破坏导致表面和亚表面损伤。
(2)应力波
高压压缩液体产生压缩、剪切应力波并通过固体传播,与材料内部结构相互作用,到达微结构边界反射并持续作用,产生可导致进一步损伤的拉伸载荷区域。
(3)高速横向射流
压缩液体沿液固边缘径向流动,产生十倍于撞击速度的高速横向射流,并与不规则的固体表面相互作用,产生剪切应力导致局部变形和亚微米级缺陷,聚结的微缺陷形成冲蚀坑。
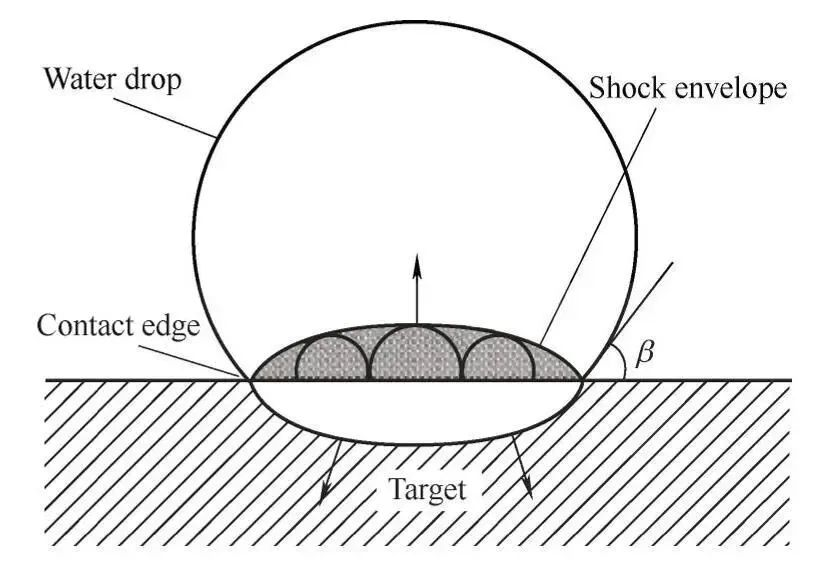
图5 液滴与固体表面撞击的瞬间
(4)液压穿透
液滴撞击固体表面产生冲蚀坑或微裂纹导致应力集中,持续作用下裂纹继续从冲蚀坑的侧壁和底部扩展,使亚微米级裂纹扩展到几毫米,引起固体表面几何形状进一步变化并导致承受冲击加剧,再次加速裂纹扩展直至产生宏观失效。
但由于现有液滴冲蚀机理模型普遍存在主观假设,与实际情况不完全相符,研究基本限于简化条件和样品的实验室测试,所提出的模型缺乏验证。
因此,目前为止尚未建立一套完整的理论体系或冲蚀模型可适用于实际的液滴冲蚀情况。
航空发动机热端部件
航空发动机热端部件包括燃烧室、高压涡轮、尾喷管等,主要由单晶镍基高温合金、钴基高温合金、陶瓷基复合材料及热障涂层等构成,在严苛的服役环境下受到复杂的冲蚀损伤,主要为高温颗粒冲蚀及高温多相流冲蚀。为了提高效率和推重比,航空发动机的工作温度自1960年来以每年近15K的速度快速上升。
发动机热端部件使用的单晶镍基和钴基高温合金的最高使用温度被限制在1100℃左右,为提高航空发动机燃油效率、获得更高的工作温度、改进性能并延长发动机部件寿命,发动机高温区域使用的材料存在严格要求。
为进一步提高航空发动机燃烧室、涡轮叶片等热端部件的抗高温能力,陶瓷基复合材料(CMC)是高温合金可行的替代品,且SiC/SiC部件已应用于航空发动机、燃烧室和涡轮机(CFMLEAP发动机)的热端部件。
CFM公司在LEAP-X发动机的排气管道和喷嘴中使用了Al2O3/Al2O3复合材料。
日本IHI公司大力开发用于飞机发动机的CMC部件,以实现性能改进和减轻重量。同时,为了实现航空发动机的高能量转换效率,涡轮机需要有极高的入口温度,而热障涂层(TBC)的应用有效地实现了需求。
PADTURE等研究发现,使用厚度为100~500μm的涂层配合内部的冷却系统,可显著降低热端部件100~300℃的表面温度,这使得现代发动机能够在高于高温合金熔化温度(~1300 °C)的服役温度下运行,在减少冷却空气流量并提高燃气温度、发动机推力和效率的同时可提升整体使用寿命。
目前使用范围较广的热障涂层主要由电子束物理气相沉积(EB-PVD)、大气等离子喷涂(APS) 两种,其几何结构包括:耐热陶瓷面层(TC)、粘结层(BC)和高温合金基材,其中EB-PVD技术制备的热障涂层有更好的抗冲蚀能力。
01 高温颗粒冲蚀
在服役过程中,航空发动机热端部件会受到吸入气流中夹裹的高速、硬质颗粒对气路部件的表面冲蚀,与冷端部件颗粒冲蚀行为类似。
除此之外,高温下颗粒对于热障涂层的冲蚀损伤也极为严重。如图6所示,高温颗粒对于热障涂层的冲蚀破坏主要是指发动机工作过程吸入的硬质颗粒,发动机燃烧室内壁、涡轮叶片等被冲蚀形成的颗粒,以及发动机燃烧过程产生的碳颗粒,在高温高速气流夹裹下反复冲击热障涂层,使得陶瓷层压实从而产生厚度变化、应力集中、裂纹萌生甚至涂层剥落的损伤形式。
FLECK、WELLMAN、CERNUSCHI、 DREXLER等研究并将高温颗粒冲击热障涂层的损伤形式总结为以下方面。
(1)外来颗粒损伤
高速下大尺寸吸入颗粒撞击在EB-PVD热障涂层表面,接触部位周围发生局部塑性变形和致密化,变形区微结构发生扭曲、断裂并连接为裂纹带,裂纹带扩展到达热生长氧化物(TGO) 界面并导致热障涂层内部分层,产生大规模剥落。
(2)近表面开裂
发动机自身工作产生的低速小颗粒撞击EB-PVD热障涂层近表面区域发生弹塑性变形并破裂,高速大粒子撞击致使涂层表面发生塌陷或非均匀循环塑性变形产生冲蚀凹坑,继而使涂层剥离或产生局部压实。
(3)片状剥落
固体颗粒撞击APS热障涂层并在表面上产生凹痕,沿微结构边界形成裂纹并扩展,直至串联涂层内相邻孔洞与平行裂纹,使得涂层成片剥落。
(4)CMAS冲蚀失效
成分为钙镁铝硅酸盐 (CMAS)的冲蚀颗粒沉积在热障涂层表面,在燃烧室温度下熔化并流入涂层内部裂纹与微孔处,在凝固过程发生相变体积膨胀,使得涂层剪切应力增大发生剥落,或渗入涂层底部引起分层或开裂。
与冷端部件颗粒冲蚀以冲击致使部件损伤不同,热端高温环境下的冲蚀行为往往伴随着黏附、熔融、熔体渗透及固化等系列物化反应,在机械的冲蚀损伤后,冲蚀颗粒及产物发生反应对部件造成二次或持续损坏。
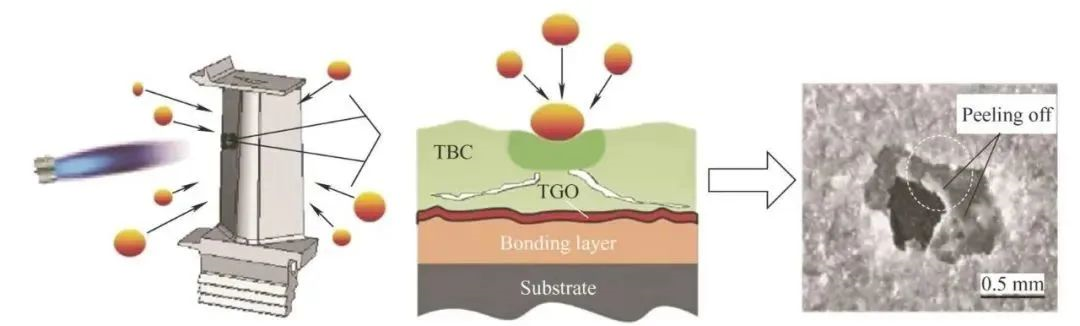
图6 TBCs的冲蚀损伤与剥落
02 高温多相流冲蚀
航空发动机在工作过程中,燃烧室内部发生烧蚀或富油燃烧时产生异常固体颗粒,与CO2、水蒸气、小直径碳烟颗粒等燃烧产物组成高温凝相颗粒,以多种状态(固体/液体/气体)或复杂的异相状态存在,并在高温高速载体环境中迅速演化,在瞬态的作用过程中高速冲击燃烧室、涡轮叶片或尾喷管内壁,对隔热材料造成冲蚀作用,发生弹性和塑性变形、颗粒回弹,产生严重的机械和热负荷,甚至沿着内壁表面发生滑移、剪切破裂,造成发动机额外的功率损失。
同时,在高温作用下颗粒会发生相变,在600℃以上发生软化、变形、烧结并粘附在燃烧室内衬、燃料喷嘴、高压喷嘴导叶及涡轮表面堵塞冷却孔(如图7所示),或改变发动机内部空气动力学条件,与热障涂层发生化学反应,导致压气机喘振乃至于出口温度超过发动机允许温度,造成发动机停车。
但由于直接表征高温多相流体与部件相互作用行为并确定其瞬态特性的困难性以及高昂成本,且数据模型的建立需要包含大量相互关联且有时未知的参数,相关研究多以开发基于经验和简易物理试验的简化模型为主,迄今为止完全考虑不同状态下多相流体作用的通用模型罕有报道。
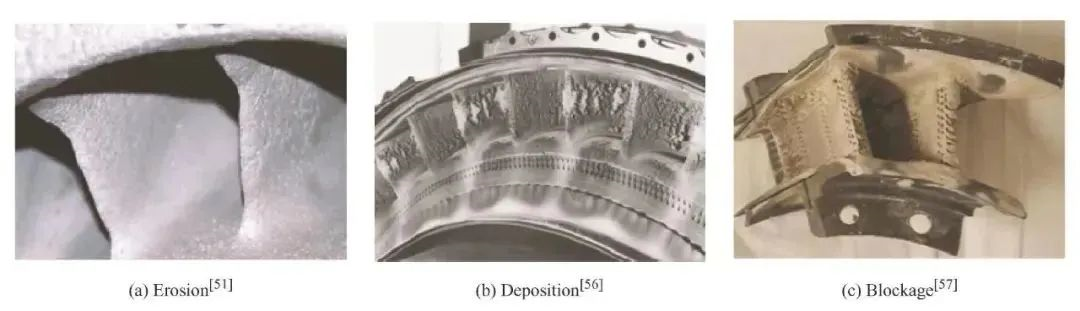
图7 发动机内的老化行为
二、航空发动机用抗冲蚀涂层体系
航空发动机冲蚀损伤的最主要形式是固体颗粒冲蚀,对于固体颗粒冲蚀的防护也是当前研究的重点。
在20世纪,URBAN等提出了使用表面防护的方法减轻固体颗粒冲蚀的影响。目前,抗冲蚀涂层已经在固体颗粒冲蚀防护方面表现出良好的效果,其在发动机冷端与热端部件的应用也有着较大的区别。
冷端部件主要抗冲蚀涂层体系
迄今为止,各国学者对于航空发动机用抗冲蚀涂层进行了数十年的研究。
ALQALLAF等将抗冲蚀涂层的发展归结为:第一代涂层为单层氮化物涂层,但相关研究发现,涂层由于其高内应力和低韧性没有达到预期的防护效果;
第二代涂层由金属/陶瓷的多层结构组成,固体颗粒冲蚀在表层上产生的裂纹被韧性较好的内部层阻挡,同时可以更好地调控内应力。
在此基础上发展了纳米多层耐冲蚀涂层,相关研究已证明其性能优于传统的第二代多层涂层,其性能的提高是由于纳米涂层含有超细晶粒(≤10nm),大大增加了具有不同剪切模量的材料之间界面数量,抑制柱状晶生长并消耗冲蚀颗粒动能,而且纳米层级的层间尖锐边界可以阻止裂纹的萌生和失稳扩展。
01单层陶瓷涂层
由于航空航天工业的严格监管要求,相关报道中提到应用于航空发动机冲蚀保护的涂层主要为氮化钛(TiN)涂层,这种涂层可以将压气机部件的使用寿命延长2~3倍。据统计,欧美国家已将抗冲蚀涂层成功用于数十种型号航空发动机中。
图8所示为含TiN涂层叶片、叶盘和叶轮具体实物。在后续的发展中,单层陶瓷涂层出现多个体系,主要包括过渡族金属/非金属的氮化物、氮铝化物、碳氮化物以及碳化物陶瓷等,部分涂层参数见表1。
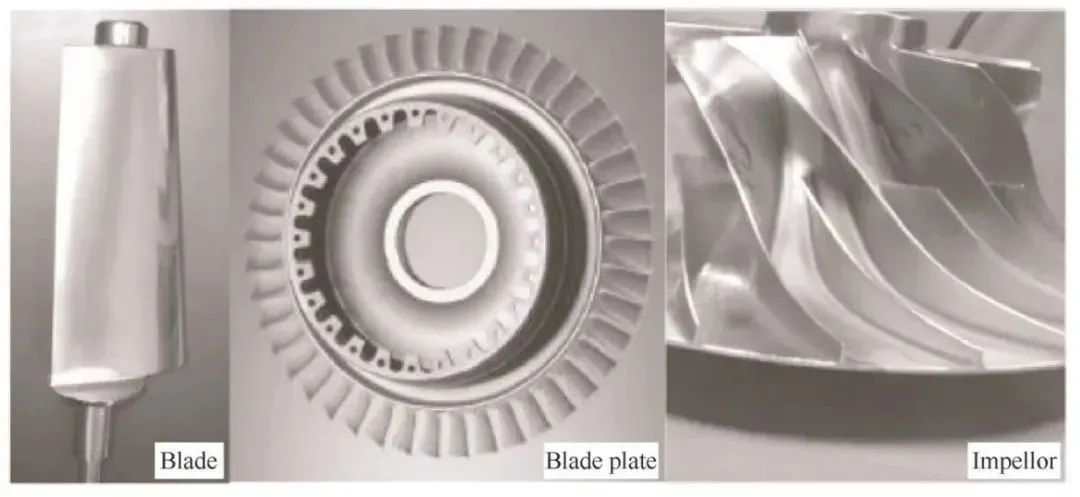
图8 含涂层压气机用部件实物图
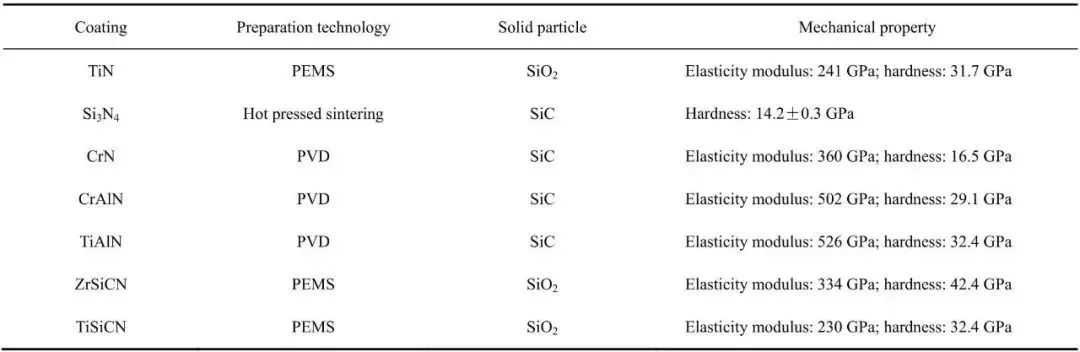
表1 部分氮化物陶瓷涂层相关参数
孙志平等以TiN/Ti涂层和TiN/ZrN涂层为研究对象,分析了热腐蚀和盐雾腐蚀对氮化物涂层冲蚀行为的影响。
研究发现涂层在盐雾腐蚀时形成点蚀坑,在热腐蚀过程中形成疏松的氧化物与腐蚀产物,同时产生的层间热应力削弱了涂层结合力,导致涂层在冲蚀时更易脱落。
田甜等利用真空阴极电弧沉积技术在TC11钛合金上沉积了CrN、 CrAlN涂层,并研究了涂层微观结构对抗冲蚀性能的影响。
结果表明:有涂层的样品在30°时冲蚀速率仅为钛合金基体的1/8,在90°时仅为1/3。另外分析了冲蚀坑处裂纹扩展的形貌,发现在高冲蚀角条件下,涂层的失效机理为脆性断裂。
WEI等使用等离子增强磁控溅射技术(PEMS)在Ti6Al4V基体表面沉积氮化物(ZrN、CrN和TiN)和碳氮化物(ZrSiCN和TiSiCN)涂层。据观察,TiSiCN具有最佳的耐冲蚀性,比基体高近25倍,比所有其他氮化物高5~10倍。
在研究初期,相关研究普遍采用设计高硬度涂层的方法提升涂层的抗冲蚀能力。然而,单层的陶瓷涂层内应力较大、脆性高、断裂韧性低,难以达到设计的性能要求。同时,单层陶瓷涂层一般为柱状晶结构,存在一定数量的间隙,影响涂层整体抗冲蚀性能。
因此,强韧匹配良好的多层/纳米多层陶瓷涂层便成为了研究的重点。
02 多层/纳米多层陶瓷涂层
基于航空发动机部件服役过程中的高应变率冲击、瞬间高速高应力摩擦、复杂构件布局等问题,抗冲蚀涂层的强韧匹配与微结构设计要求较高,而相关研究发现:脆性材料(例如陶瓷) 在90°入射角或接近90°入射角时具有最大冲蚀率,而塑性材料(例如金属)在接近30°的较低角度处具有最大值。
随着纳米化与多元化的发展,纳米多层超晶格和纳米复合等结构的应用促进了硬质和韧性涂层的良好匹配,在此基础上,有学者提出硬质层和塑性层的结构交替设计适合于抗冲蚀涂层。
目前,多层/纳米多层陶瓷涂层主要包括过渡族金属的氮化物/氮化物 (MeN/MeN)、氮化物/金属(MeN/Me)以及碳化物(MeC)陶瓷体系。
由于多层界面可以抑制柱状晶生长、耗散冲蚀颗粒动能、缓释应力、协调形变、对位错存在粘性阻尼效应,裂纹易在多层涂层界面处偏转、避免涂层内部应力集中与裂纹扩展,纳米结构导致裂纹尖端钝化等综合作用,多层/纳米多层陶瓷涂层的抗冲蚀性能普遍较为优异。部分多层/纳米多层陶瓷结构材料相关参数见表2。
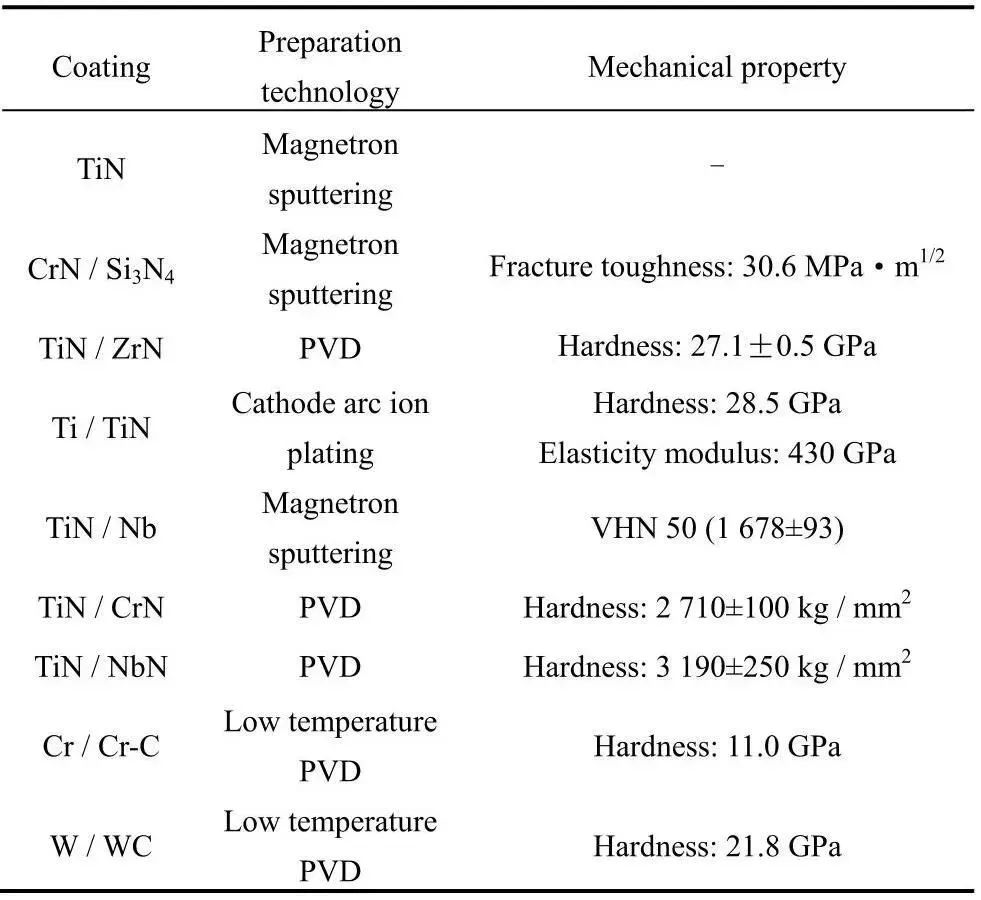
表2 部分多层陶瓷结构材料相关参数
20世纪80年代,MDS-PRAD、GE等公司通过物理气相沉积技术制备ER-7涂层,并应用于美军直升机、运输机发动机上。
该涂层为软硬交替的多层结构,主要成份为氮化钛,最外层是坚硬、致密的镍基金属,具有较强的抗多角度冲击能力。
发动机外场小规模试用试验结果表明:发动机在沙漠环境下的平均装机使用时间从113h延长到374h,提高近3.3倍,ER-7涂层有着较好的固体颗粒冲蚀防护能力。
FEUERSTEIN等报道了由普莱克斯表面技术公司开发的用于压气机叶片抗冲蚀防护的TiN/TiN1-x纳米多层薄膜“24kTypeII™”,在Al2O3、大颗粒硅砂、小颗粒沙子的冲蚀测试中有很好的效果,图9所示为该纳米多层膜的结构设计。
BONU等使用溅射技术开发了Ti/TiN纳米层多层抗冲蚀涂层,并根据ASTMG76标准在400℃下进行测试,涂层的冲蚀性能达到了Ti6Al4V基材的15倍。
为了确保受到冲蚀磨损的碳纤维增强复合材料 (CFRP)部件有足够的使用寿命,MAURER等通过PVD技术在CFER表面制备金属Ti、Al、Cr和多层Ti/TiN涂层并进行冲蚀测试,发现多层Ti/TiN涂层起到了最佳防护效果。
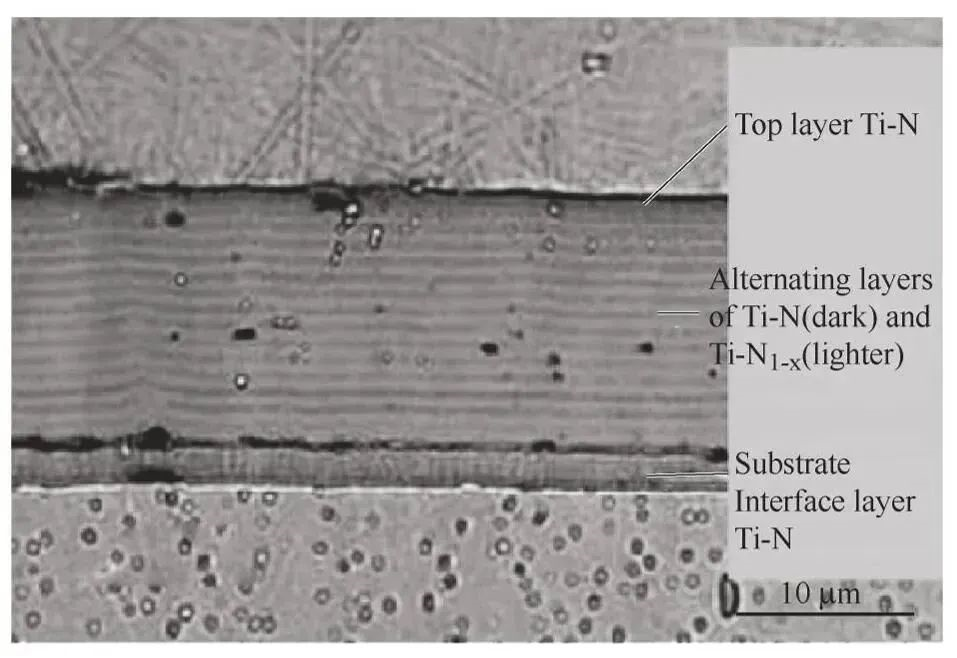
图9 TiN/TiN1-x 纳米多层薄膜结构
03 其他涂层体系
与金属基材料相比,聚合物基复合材料(PMC)的抗冲蚀性不足是影响其在航空发动机中应用的关键原因。
PMC具有强度高、设计性强、抗疲劳等优点,与金属材料相比,PMC可将部件重量减少20%~30%,应用于推进系统可以减轻重量并提高强度,减少燃油消耗,在风扇叶片、静叶片、导叶、箱体等部件的设计中使用PMC代替传统的金属结构材料已成为先进航空发动机设计的趋势。
美国宇航局格伦研究中心和劳斯莱斯公司为延长高温PMC部件寿命,开发了抗冲蚀涂层SANPRES和SANRES,并在AE3007发动机旁通叶片上进行了测试,如图10,这两种涂层在减少冲蚀深度和体积损失方面分别实现了2倍与4.8倍的改善。
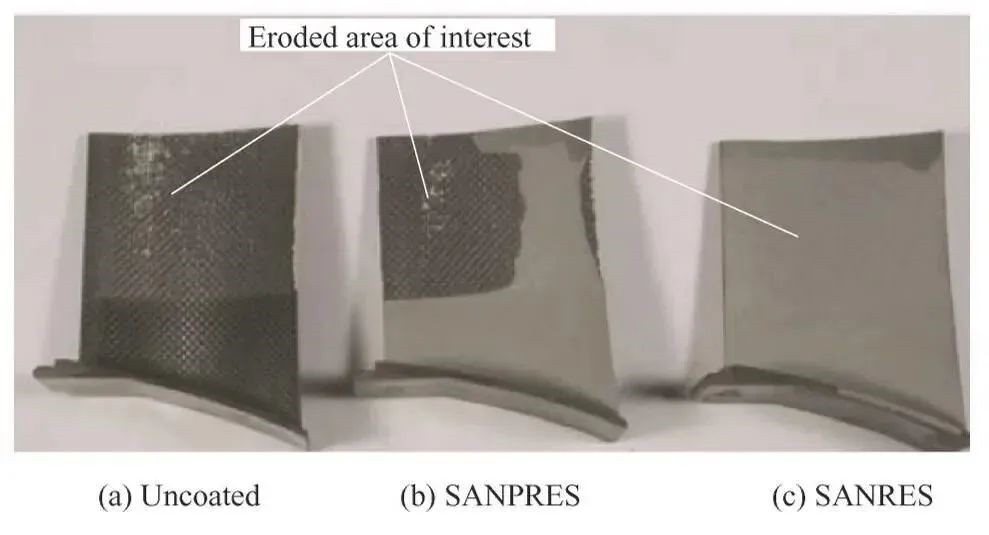
图10 冲蚀试验后叶栅后缘的外观
DRENSKY等在高温冲蚀风洞中模拟涡轮风扇流动条件下的颗粒冲击(260℃,152.4m/s),测试了10 μm和100μm粒径的砂砾对于聚醚酮(PEEK)基体和单向(AS4)碳纤维复合材料涂层的冲蚀作用,结果表明在45°冲击角下具有峰值冲蚀率,并随温度和颗粒冲击速度增加而增加。
CUI等利用爆炸喷涂将多层涂层沉积在碳纤维增强双马来酰亚胺聚合物复合材料上,涂层由聚合物铝混合过渡层、纯铝结合层和WC-17Co顶层组成,在25℃和250℃下对涂层和未含涂层PMC进行固体颗粒冲蚀测试,结果表明,含涂层PMC的体积损失小于未含涂层PMC的1/10,涂层有效防止了PMC受到冲蚀损伤。
热端部件主要抗冲蚀涂层体系
01 环境障涂层
为了在航空发动机服役期间保持长期稳定性,环境障涂层(EBC)成为陶瓷基复合材料(CMC) 构件上不可或缺的保护层。
与镍基高温合金相比,CMC在高温下具有更好的耐久性和更低的材料密度。但由于应用场合涉及粒子冲刷、机械冲击和热震等因素,陶瓷基复合材料固有的脆性会导致冲蚀磨损率偏高,从而降低使用寿命和安全可靠性。
因此,为了实现在高温、高速、重载等苛刻条件下应用,相关学者对其进行了增韧研究。
范朝阳等以刚玉粉为介质,研究了碳纤维增韧Al2O3复合材料的固体颗粒冲蚀行为,得益于碳纤维的补强增韧作用,C/Al2O3复合材料在冲蚀和磨损时不会发生脆性断裂,即使复合材料基体致密度较低,使用安全性仍优于单体Al2O3 陶瓷。
但是,FABIAN等研究了纳米莫来石晶须与氧化锆增韧氧化铝陶瓷复合材料的冲蚀性能,发现陶瓷的晶须增强增韧对陶瓷在室温下的抗冲蚀性几乎没有积极影响,甚至具有潜在的危害。
因此,使用EBC进行CMC的冲蚀防护更为稳定可靠,具有巨大的应用价值。
OKITA等在涡轮叶栅用CMC表面使用环境障涂层EBC在SiO2颗粒进行高温冲蚀风洞试验,试验参数与航空发动机颗粒负载环境中运行的典型涡轮机翼型部件的空气动力学和热条件以及冲蚀特性一致,并在稍后的工作中分析了高温多相流的影响,如图11。
结果显示,CMC+EBC表现出典型的脆性冲蚀行为,且冲蚀速率在最高冲击角度下达到最大。
PRESBY等研究了二硅酸镱 (Yb2Si2O7)EBC在1200℃燃烧环境下介质为Al2O3的冲蚀行为,发现EBC表现出脆性断裂的损伤行为。
AHLBORG等研究了掺杂稀土氧化物HfO2 和ZrO2 的二硅酸镱EBC在高温下与CMAS接触的稳定性,发现CMAS优先在晶界处穿透试样并溶解EBC材料以形成低熔点晶界带,较低的稀土氧化物掺杂浓度有着较好的对于CMAS的抵抗作用,但随着掺杂浓度的提高对于EBC稳定性产生恶化作用。
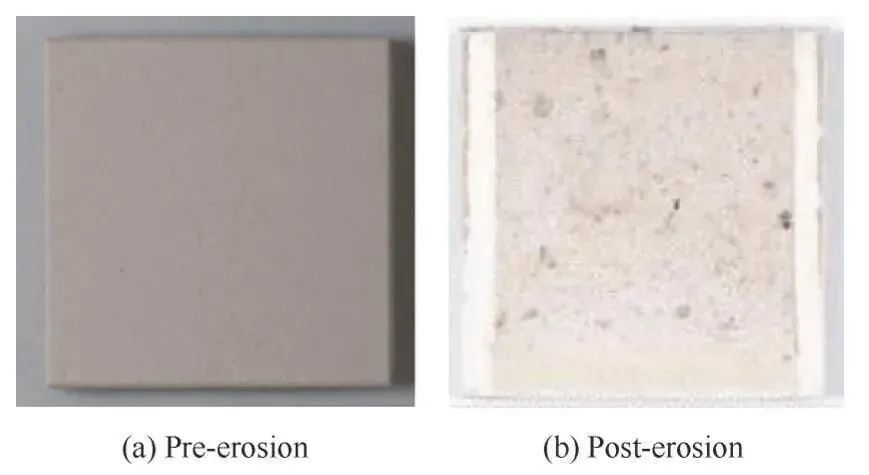
图11 测试前后典型CMC+EBC试样的外观
对于处于复杂严苛运行环境的发动机,EBC需要同时具有高温稳定性、密封性、抗热循环/冲击性、抗冲蚀性等,冲蚀是影响EBC使用寿命的关键因素之一,但就目前来说,热端部件的冲蚀行为研究主要集中于热障涂层,优化EBC的抗冲蚀性能还需大量的研究。
02 改性热障涂层
在航空发动机服役过程中,燃烧室产生的高温燃气以及气流中高温颗粒容易对表面造成冲蚀开裂,相应部件所用热障涂层需要具有较高的使用温度和抗冲蚀能力,而针对性的改性设计成为了研究热点。
WANG等报道了激光重熔改性7YSZ热障涂层的冲蚀行为,研究发现激光重熔可消除热障涂层顶层的层状结构及大部分孔隙,形成均匀致密的陶瓷层,在不同冲蚀角下激光重熔试样的质量损失为相应等离子喷涂试样的35%~82%,有效地提高了热障涂层抗冲蚀性能。
TIAN等通过等离子喷涂制备AlBOw与BNw晶须改性YSZ涂层,晶须的加入提高了涂层的致密度与韧性,降低裂纹连接程度,阻止冲蚀过程中裂纹扩展,冲蚀率较YSZ涂层降低8.17%和13.94%。
RAMANUJAM等采用延性相改性热障涂层的方法,通过在YSZ中添加部分延性CoNiCrAlY粉末的方式有效改善了涂层抗冲蚀性能,结合数据模型发现,添加的延性金属在颗粒撞击下吸收动能发生塑性变形,并以阻碍裂纹扩展的方式减缓涂层的冲蚀损伤。
在针对CMAS损伤方面,JULIE等研究了熔融火山灰对Gd2Zr2O7(GZO)、YSZ+Al+Ti热障涂层的损伤作用,通过与常规7YSZ热障涂层损伤行为对比,两种改性涂层通过形成稳定且不可渗透的结晶层避免了熔融CMAS流入热障涂层间隙,均显示出较好的CMAS抗性。
ZHANG等研究了Al改性对EB-PVD7YSZ热障涂层的抗冲蚀性能,结果表明真空热处理过程中Al与ZrO2原位反应在TBC顶部生成致密的Al2O3覆盖层,阻碍固体颗粒撞击时裂纹的萌生与CMAS在涂层表面的渗透,起到了明显地抗冲蚀作用。
WANG等通过电镀在EB-PVDYSZ涂层上制备Pt薄膜,研究发现具有抗湿能力和非渗透性的致密Pt膜可以有效地防止CMAS损伤。
03其他涂层体系的探索
高温应用冲蚀防护涂层的研发对于提高发动机材料的使用寿命,进而提高航空发动机的总体性能具有举足轻重的作用。除了具有实际应用环境的热障涂层抗冲蚀改性外,相关学者对于具有高温环境抗冲蚀应用前景的涂层体系也进行了探索。
BARSOUM将具有特殊结构与类金属性质的三元过渡族金属碳化物或者氮化物陶瓷材料统称为“Mn +1AXn 相”,在MAX相的特殊纳米层状结构中具有金属特性的MA层与具有共价特性的MX层交替,具备优异的抗热冲击、抗高温氧化与抗冲蚀性。
NAVEED等在在航空发动机旋转部件良好候选材料Ti-6242(6Al-2Sn-4Zr-2Mn)合金表面通过磁控溅射制备Ti2AlCMAX相涂层并进行高速颗粒冲蚀试验,结果显示材料的抗冲蚀性能得到了极大的改善。
MEN等研究了推进剂燃烧引起的高温高压气流冲蚀下Ni基合金涂层的冲蚀行为,发现高温高压气流导致涂层表面微尺度范围内材料剥离并形成冲蚀坑,造成涂层表面开裂,形成横向宏观裂纹,在反复冲刷过程中不断扩大。高速气流的冲蚀还导致合金涂层表面的微尺度材料剥离和冲蚀坑的形成。
随着高性能、长寿命新型航空发动机的研制开发,高温环境下涂层冲蚀行为愈发复杂,开展新型高温下冲蚀防护涂层研发,加强涂层服役过程中微观组织演变行为及损伤机理等方面研究,对提高航空发动机综合性能和服役寿命具有重要意义。
三、涂层抗冲蚀试验测试体系
冲蚀试验测试体系是评价涂层设计的有效性、制备技术可控性、稳定性以及涂层抗冲蚀性能最为直观和有效的措施,试验体系的完备性和有效性直接影响涂层在实际使用中的防护能力。目前,国内外有多个科研单位开展抗冲蚀试验考核领域研究。
01 评价标准
目前,国内外关于冲蚀试验的评价标准主要针对于固体颗粒冲蚀,主要有MIL-STD-810G(美国军用环境试验标准),主要用于评价可能暴露于干燥的吹砂、吹尘或降尘条件下装备的适应能力;
MIL-STD-3033(旋翼桨叶防护材料固体颗粒冲蚀试验标准)主要为美军飞机发动机叶片常用材料的耐砂蚀(颗粒冲蚀)性能测试提供标准,适用范围包括合成橡胶、强化塑胶和复合材料、金属、陶瓷及涂层;
ASTM G76(用气体射流进行固体颗粒冲击侵蚀试验的标准试验方法),适用于样件、样块或带涂层的样块;
GJB150.12A—2009(军用装备实验室环境试验方法砂尘试验),适用于评价可能暴露与干燥的吹沙、吹尘或降尘条件下的机械装置,部分参数对比见表3。
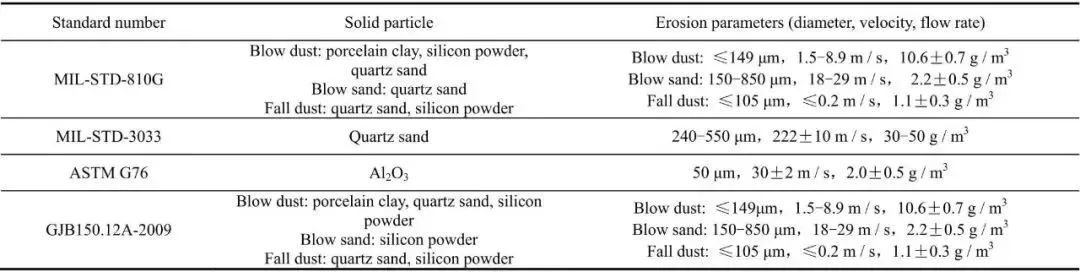
表3 固体颗粒冲蚀试验标准参数对比
02 测试装置
目前各研究单位主要通过自主研发的试验模拟系统进行涂层冲蚀行为测试,如特殊的风洞装置、气体喷枪装置或是工业加热装置,在某一温度下将某一种或多种硬质颗粒以一定的角度、速度喷至涂层表面,研究涂层的冲蚀破坏机制。
· 美国NASA研究中心开发了具有硬质颗粒冲蚀能力的高速燃烧器试验台,在实验室模拟涡轮发动机服役冲蚀环境,用以评估陶瓷涂层和热障涂层的冲蚀行为。
· 德国慕尼黑联邦武装部队大学将喷气冲蚀试验台与电弧加热等离子体风洞集成,研究了镍基Mar-M247和INCO718高温合金基体与热障涂层在800~1350℃下以Al2O3颗粒为介质的冲蚀行为。
· 辛辛那提大学多尺度材料表征实验室通过搭建高温冲蚀风洞,用以模拟涡轮风扇服役条件下的高温高速颗粒冲击复合材料涂层的冲蚀行为。
· 哈尔滨工程大学金国等通过自主研发并获国家发明专利授权的适用于多场耦合条件下的多极端工况冲蚀试验装置与海洋变温模拟环境下多元介质腐蚀-冲蚀耦合试验装置,完成了模拟海洋工况、陆地工况下的压气机转轴、高温涡轮机用抗冲蚀涂层材料在室温、高温、盐雾等耦合环境下的冲蚀行为研究。
· 空军装备研究院通过自行研制砂尘一体化试验系统,解决了加砂方式优化、温度调控、砂/尘浓度的测量与控制以及吹砂吹尘合一等技术难点,为考核装备的环境适应性和产品可靠性提供了科学的试验手段。
· 湘潭大学研制了能模拟热障涂层高温热冲击的燃气喷枪,并且在喷枪中设计了速度、流量可控的颗粒送料系统,通过温度、颗粒流量的调控,实现常温以及各种温度下热障涂层冲蚀服役环境的模拟。
· 北京航空材料研究院参照ASTMG76—04标准自建了固体颗粒加气冲蚀试验装置,在热障涂层及氮化物涂层的固体颗粒冲蚀方面研究较为深入。
· 西北工业大学自制气压式冲蚀试验机,在海洋工况、高温高速冲蚀方面有多年的研究。
· 北京装甲兵工程学院参照ASTMG76—95标准研制的GW/CS-MS型冲蚀试验机。
· 中国科学院金属研究所自制气固两相流冲蚀磨损试验机,在金属陶瓷涂层及聚合物基复合材料的冲蚀领域开展了长期研究。
四、结论和展望
通过分析航空发动机冷端与热端部件的冲蚀损伤形式与防护涂层的研究进展,总结归纳现有抗冲蚀防护涂层体系应用实例与测试体系。
综合已有报道,目前相关领域发展可概述为以下几方面:
(1)航空发动机冲蚀损伤的研究主要集中于压气机叶片等部件的硬质颗粒冲蚀,探明了较为完善的损伤机制与涂层防护机理,建立了系列测试评价标准与测试装置体系,但对于液滴冲蚀、CMC及PMC材料构件的冲蚀损伤研究相对较少,相应损伤机制与涂层防护机理缺乏完整的理论体系支持。
(2)抗冲蚀涂层技术领域成果显著,部分涂层已应用于各类发动机并取得了良好的防护效果,但大多数涂层体系仅限于实验室级的硬质颗粒冲蚀实验,在真实服役工况高速、高温、高应力、复杂结构等耦合作用下涂层的服役行为研究较少。
(3)当前已针对多工况多相流耦合冲蚀行为建立了一定的评价标准,成功构建了复杂多元介质冲蚀作用下涂层防护与破坏行为的测试装置及评价方法,但关于海洋、陆地环境下长时高温的热力耦合冲蚀测试体系仍待开发。
在未来,构建完善的冲蚀损伤、涂层防护机理与测试评价体系,使得抗冲蚀涂层全面应用于航空航天事业,为国产发动机在服役环境下的飞行寿命、可靠性及安全性能提供保障,还需要大量的基础研究和技术验证。


